如果阀芯与阀孔都是完全精确的圆柱形,而且径向间隙中不存在任何杂质、径向间隙处处相等,就不会存在因泄漏而产生的径向不平衡力,称之为侧向力。由于这个侧向力的存在,从而引起阀芯移动时的轴向摩擦阻力,称之为卡紧力。如果阀芯的驱动力不足以克服这个阻力,就会发生所谓的卡紧现象。
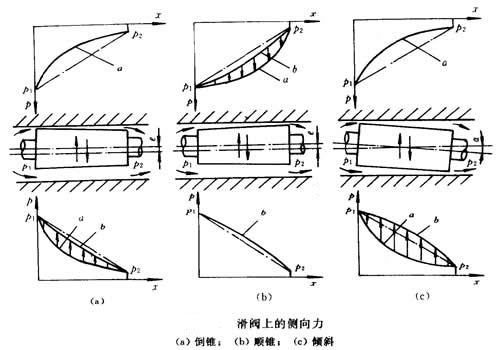
阀芯上的侧向力如图所示。图中![]() 和
和![]() 分别为高、低压腔的压力。图a表示阀芯因加工误差而带有倒锥(锥部大端在高压腔),同时阀芯与阀孔轴心线平行但不重合而向上有一个偏心距
分别为高、低压腔的压力。图a表示阀芯因加工误差而带有倒锥(锥部大端在高压腔),同时阀芯与阀孔轴心线平行但不重合而向上有一个偏心距![]() 。如果阀芯不带锥度,在缝隙中压力呈三角形分布(图中点划线所示)。现因阀芯有倒锥,高压腔的缝隙小,压力下降较快,过压力分布呈凹形,如图a中实线所示;而阀芯下部缝隙较大,缝隙两端相对缝隙铰小,所以b比a凹的小。这样,阀芯上就受到一个不平衡的侧向力,且指向偏心一侧,直到二者接触为止。图b所示为阀芯带有顺锥(锥部大端在低压腔),这是阀芯如有偏心,也会产生侧向力,但此力恰好是使阀芯恢复到中心位置,从而避免了液压卡紧。图c所示为阀芯(或阀体)因弯曲等原因而倾斜时的情况,由图可见,该情况的侧向力较大。
。如果阀芯不带锥度,在缝隙中压力呈三角形分布(图中点划线所示)。现因阀芯有倒锥,高压腔的缝隙小,压力下降较快,过压力分布呈凹形,如图a中实线所示;而阀芯下部缝隙较大,缝隙两端相对缝隙铰小,所以b比a凹的小。这样,阀芯上就受到一个不平衡的侧向力,且指向偏心一侧,直到二者接触为止。图b所示为阀芯带有顺锥(锥部大端在低压腔),这是阀芯如有偏心,也会产生侧向力,但此力恰好是使阀芯恢复到中心位置,从而避免了液压卡紧。图c所示为阀芯(或阀体)因弯曲等原因而倾斜时的情况,由图可见,该情况的侧向力较大。
四、作用在滑阀上的液压卡紧力

参见图a,根据流体力学对偏心渐扩环形间隙流动的分析,侧向力的计算公式为
 (5-16)
(5-16)
式中,![]() 、
、![]() 、
、![]() 分别为滑阀的直径、长度及大小端半径差;
分别为滑阀的直径、长度及大小端半径差;![]() 为
为![]() =0时滑阀大端径向间隙。
=0时滑阀大端径向间隙。
当![]() =
=![]() 时,阀芯出现卡紧现象,此时的侧向力为
时,阀芯出现卡紧现象,此时的侧向力为
 (5-17)
(5-17)
当![]() /
/![]() =0.9时,液压侧向力有最大值,即
=0.9时,液压侧向力有最大值,即
![]() (5-18)
(5-18)
则移动滑阀需要克服的液压卡紧力为
![]() (5-19)
(5-19)
式中,![]() 为摩擦系数,介质为液压油时,取
为摩擦系数,介质为液压油时,取![]() =0.04-0.08。
=0.04-0.08。
减小液压卡紧力的措施
![]() 在倒锥时,尽可能地减小
在倒锥时,尽可能地减小![]() /
/![]() ,即严格控制阀芯或阀孔的锥度,但这将给加工带来困难。
,即严格控制阀芯或阀孔的锥度,但这将给加工带来困难。
![]() 在阀芯凸肩上开均压槽。均压槽可使同一圆周上各处的压力油互相沟通,并时阀芯在中心定位。开了均压槽后,引入液压卡紧力修正系数
在阀芯凸肩上开均压槽。均压槽可使同一圆周上各处的压力油互相沟通,并时阀芯在中心定位。开了均压槽后,引入液压卡紧力修正系数![]() ,可将式(5-19)修正为
,可将式(5-19)修正为
![]() (5-20)
(5-20)
开一条均压槽时,![]() =0.4;开三条等距槽时,
=0.4;开三条等距槽时,![]() =0.063;开七条槽时,
=0.063;开七条槽时,![]() =0.027。槽的深度和宽度至少为间隙的10倍,通常取宽度为0.3~0.5mm,深度为0.8~1mm。才的边缘应与孔垂直,并成锐缘,以防脏物挤入间隙。槽的位置尽可能靠近高压腔;如果没有明显的高压腔,则可均匀的开在阀芯的表面上。开均压槽虽会减小封油长度,但因减小了偏心环形缝隙的泄漏,所以开均压槽反而使泄漏量减少。
=0.027。槽的深度和宽度至少为间隙的10倍,通常取宽度为0.3~0.5mm,深度为0.8~1mm。才的边缘应与孔垂直,并成锐缘,以防脏物挤入间隙。槽的位置尽可能靠近高压腔;如果没有明显的高压腔,则可均匀的开在阀芯的表面上。开均压槽虽会减小封油长度,但因减小了偏心环形缝隙的泄漏,所以开均压槽反而使泄漏量减少。
![]() 采用顺锥。
采用顺锥。
![]() 在阀芯轴向加适当频率的和振幅的颤振。
在阀芯轴向加适当频率的和振幅的颤振。
![]() 精密过滤油液。
精密过滤油液。
![]()
![]()
![]()